Основная причина налипания материала при тарельчатой грануляции заключается в том, что сила сцепления между материалом и стенкой тарелки превышает силы (такие как гравитация и центробежная сила), которые должны вызывать его обрушение, что приводит к образованию отложений. Для эффективного предотвращения налипания нельзя полагаться на один метод; необходима системная оптимизация по нескольким направлениям.
- Оптимизация сырья: снижение липкости у источника
Наиболее proactive решение — контроль свойств и липкости сырья до его подачи в грануляционный цикл.
Строгий контроль влажности
Влага является критическим фактором, влияющим на липкость материала, так как избыток или недостаток влаги нарушают процесс. Рекомендуется использовать датчики реального времени для мониторинга и стабилизации влажности. Оптимальная влажность сильно зависит от типа сырья:
| Тип удобрения | Рекомендуемый диапазон влажности |
| Комплексные удобрения | 8% – 15% |
| Высокосахаристые материалы (например, жом) | 20% – 40% |
| Обычные органические удобрения | 30% – 50% |
| Птичий и животный навоз | 30% – 45% |
| Биоорганические удобрения | 30% – 45% |
Предварительная обработка и корректировка состава
- Тонкость помола: сырьё должно быть тщательно измельчено так, чтобы не менее 80% проходило через сито 40 меш, предотвращая превращение крупных кусков в ядра налипания.
- Кондиционирование липких компонентов: смешивайте высоколипкое сырьё с рыхлой структурированной биомассой (например, соломенной мукой) в рассчитанном соотношении.
- Контролируемое использование связующего: при добавлении связующих веществ (бентонит, крахмал) в низколипкие материалы их дозировка должна строго контролироваться. Избыток связующего ускорит налипание на чаше.
Решение EMCC: EMCC предлагает профессиональные управляемые системы подачи для точного смешивания, системы предварительного дробления для оптимальной гранулометрии и интенсивные предгрануляционные смесители для обеспечения полностью гомогенной подачи.

- Регулировка оборудования: заставить материал «двигаться»
Правильные параметры движения тарелки позволяют материалу поддерживать «перекатывающееся» состояние внутри тарелки, уменьшая статический контакт со стенками.
Взаимозависимость скорости вращения и угла наклона
Скорость вращения тарелки и угол наклона являются основными эксплуатационными параметрами против налипания и должны регулироваться совместно для поддержания физического равновесия.
- Для сильнолипких материалов: используйте больший угол наклона (например, 50°-55°) в сочетании с более высокой скоростью вращения. Это сокращает время пребывания материала в тарелке.
- Динамика взаимосвязи: при увеличении угла наклона скорость вращения должна быть пропорционально увеличена для поддержания необходимого сбалансированного движения, и наоборот.
| Параметр | Принцип работы | Логика регулировки | Стандартный диапазон |
| Угол наклона тарелки | Большие углы сокращают время пребывания материала, предотвращая статическое налипание. | Увеличивайте угол для липких материалов; уменьшайте для сухих/рыхлых смесей. | обычно 35°-55° |
| Скорость вращения чаши | Более высокие скорости увеличивают центробежную силу, отбрасывая материал и минимизируя контакт со стенками. | Должна соответствовать углу наклона. Увеличивайте скорость для сильнолипких материалов. | Зависит от диаметра тарелки; требует расчёта специалистами. |
Инженерная поддержка EMCC: EMCC предлагает профессиональные технические консультации и может рассчитать математически оптимальные угол наклона и скорость вращения, специально адаптированные под ваше сырьё и продукт.
Точная подача и распыление жидкостей
- Равномерная подача: поддерживайте идеально стабильную дозированную скорость подачи. Пиковые объёмные подачи создают мгновенное локальное сжатие, вызывая немедленное налипание.
- Микро-распылительные форсунки: традиционные жидкостные струи создают переувлажнённые участки, которые мгновенно прилипают к стенкам. Обязательно используйте распылительные форсунки для распределения влаги или связующего в виде микрокапель, обеспечивая чистое окомкование без смачивания стенок.
Преимущества EMCC: EMCC индивидуально подбирает транспортёры с оптимизированной шириной, длиной и интегрированным частотным регулированием для обеспечения идеально равномерной подачи.
- Модернизация и доработки: оснащение оборудования «антиадгезионным щитом»
Для материалов с высокой липкостью могут быть добавлены физические и механические доработки для автоматического разрушения слоя налипания.
- Модернизация антиадгезионных покрытий: нанесение на внутренние стенки грануляционной тарелки покрытия с низкой поверхностной энергией является высокоэффективной стратегией. Среди них тефлоновое (PTFE) покрытие остаётся наиболее широко используемым и эффективным в промышленных применениях. Также могут рассматриваться полимерные композитные материалы, керамические покрытия или супергидрофобные покрытия.
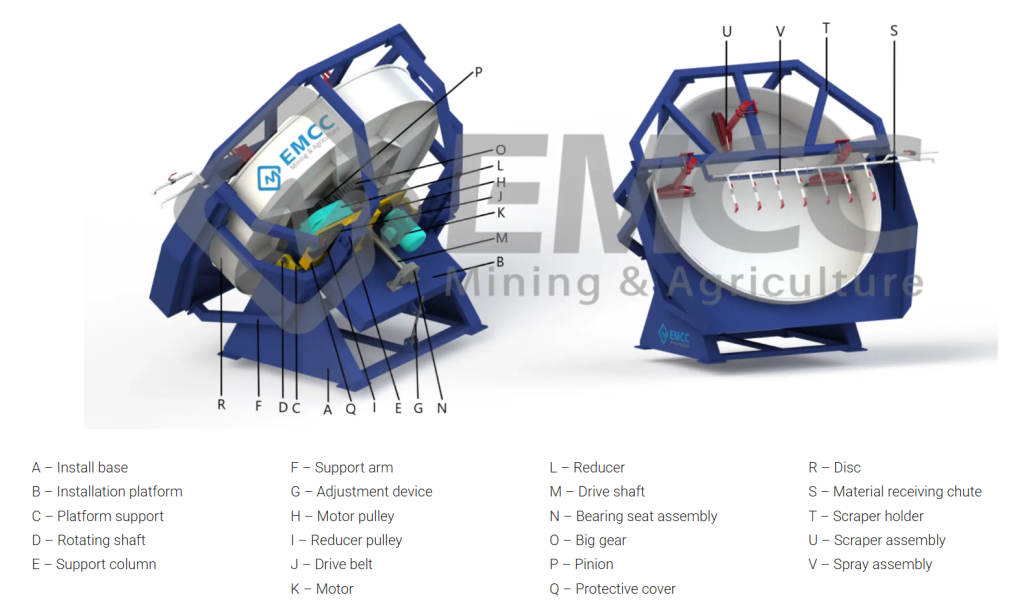
- Установка скребковых узлов: это наиболее эффективный аксессуар против налипания, способный «активно» удалять только что образовавшиеся слои прилипшего материала.Ключевая конфигурация: убедитесь, что оборудование оснащено как скребками для дна тарелки, так и боковыми скребками для предотвращения накопления материала на дне и боковых стенках. Технические соображения: рекомендуется выбирать для скребков износостойкие материалы, выдерживать зазор 1–2 мм и регулярно проверять износ.
- Добавление вспомогательных устройств: установка высокочастотных вибраторов на нижней стороне грануляционной тарелки создаёт высокочастотные низкоамплитудные колебания, затрудняющие прилипание материала к поверхности. Кроме того, в определённых местах можно установить форсунки сжатого воздуха для использования воздушного потока для сдувания материала.
Индивидуальная настройка EMCC: все вышеуказанные модернизации защитного оснащения и износостойкие покрытия полностью поддерживаются и могут быть изготовлены на заказ на грануляционных чашах EMCC.

- Регулярное техническое обслуживание и очистка: поддержание оптимального состояния
- Регулярная очистка: установите плановую очистку. Это можно достичь путём работы оборудования на низкой скорости с использованием сухих вспомогательных материалов для фрикционного удаления прилипших остатков, либо ручной очисткой внутренней поверхности мягким скребком после остановки машины.
- Обслуживание оборудования: для сильнолипких материалов (например, жома) необходимы частые проверки. Антиадгезионные покрытия должны своевременно ремонтироваться при признаках износа, а скребковые лезвия должны немедленно заменяться при затуплении.
- Процедура остановки: перед плановой остановкой прекратите подачу влажного материала в машину. Дайте оборудованию продолжить работу некоторое время для существенного удаления остаточного материала в чаше; это предотвращает высыхание и затвердевание материала после охлаждения, что значительно усложнит последующую очистку.
Оборудование EMCC поставляется с полным руководством по техническому обслуживанию, позволяющим операторам выполнять рутинное обслуживание непосредственно по предоставленным инструкциям.
Резюме и рекомендуемые решения
Наиболее эффективный подход к решению проблемы налипания материала в тарельчатых грануляторах — это многосторонняя стратегия. Начните с оптимизации влажности материала, регулировки угла наклона и скорости вращения тарелки, обеспечивая равномерное распыление воды через форсунки. Если материал остаётся слишком липким, рассмотрите возможность нанесения антиадгезионных покрытий или установки скребков.
Антиадгезионные стратегии для разных типов материалов:
- Сильнолипкие материалы (например, жом, некоторые виды ферментированного навоза): обязательна комбинация антиадгезионных покрытий и высокоэффективных скребков, а также строгий контроль влажности и температуры.
- Умеренно липкие материалы (например, комплексные удобрения): основной упор следует делать на точную регулировку угла наклона и скорости вращения тарелки при равномерном распылении жидкости.
- Волокнистые рыхлые материалы: такие материалы обычно обладают низкой собственной вязкостью; проблемы с налипанием обычно возникают из-за избыточной влажности или недостаточного смешивания с более липкими компонентами. Поэтому приоритет следует отдавать проверке и оптимизации контроля влажности и процессов предварительной обработки материала.